
ROPART GROUP
Boyahane Tesis Üretimi
YÜZEY HAZIRLAMA TESİSLERİ
Boyama prosesinin temel aşamasıdır. Yüzeyi hazırlanmadan uygulanan boya dayanımı ve koruyuculuğu sınırlıdır.
Boyanın uygulanacağı yüzeyin temiz, yağ ve pastan arındırılmış olması gerekir.
Yüzeyin aşındırılarak pürüzlendirilmesi ve korozyon direnci arttırıcı kaplamaların uygulanması da aynı derecede önemlidir.
Bu tür süreçler her tip proje için ihtiyaç ve şartlara uygun olarak Yüzey Hazırlama Tesisleri tasarlanır ve Üretilir..


BOYA UYGULAMA KABİNİ
- Renk, albeni ve estetik görünüm sağlamak
- Paslanmaya , korozyona ve diğer dış etkenlere karşı koruma
Boya uygulama sistemleri ihtiyaç ve şarlara göre değişkenlik göstermektedir. En uygun methodu belirlemenize yardımcı olarak optimum tasarımlarıyla her durum için ideal çözümü sunar. Sanayi boyaları, yaş ve toz olmak üzere iki ana grupta incelenebilir. Yaş boya, yüzey kalitesi ve renk değiştirme kolaylığı nedenlerinden dolayı tercih ediliken, toz boya ise uygulama verimliliği, korozyon dayanımı ve düşük VOC (Uçucu organik bileşik) emisyonu sebebiyle tercih edilir.
BOYA KURUTMA / KÜRLEME FIRINI
Boya uygulamasının en son aşaması kürleme olup doğru şekilde gerçeklemesi için fırında homojen ısı dağIlımı, ısı enerjisinin boyanmış parçalara doğru bir şekilde iletilmesi ve hassas bir sıcaklık kontrolü esastır.
Fırınlar sıcak hava sirkülasyonlu olup, ısı kaynağı olarak direk alevli oransal brülör, termoblok eşanjör, buhar ve sıcak suya uyumludur.


KOMBİNE BOYA KABİN VE FIRINI
ENERJİ YÖNETİMİ
Boya uygulama sürecinin her aşamasinda kayda değer miktarda enerji gereksinimi vardır. Enerji tüketiminde yapılacak en küçük bir tasarruf bile etkileyici sonuçlar verir . Söz konusu tasarruf boyahanenin tüm yatırımını kendi başına kısa sürede geri ödeyebilir. En yüksek enerji tüketimi (ya da kayıpları) boya kabin ve fırınında olup ArGe çalışmalarımızı bu kiritik konuya yoğunlaştırmış bulunuyoruz. Olgunlaştırdığımız enerji verimliliği projelerimiz ve yüzdesel kazanımları aşağıdaki gibidir.
- Isı geri kazanım ünitesi(recupratör) (%50)
- Evaporatif / desikatif sogutma / nem alma (% 65)
- Direkt yanmalı brülör (%35)
- Güneş enerjili fırınlar (%80)

MALZEME TAŞIMA SİSTEMİ
Boyama işlemi süresince parçaların tesis içindeki geçişini sağlamak amacıyla zincirli konveyör, rulolu tabla, monoray ve otomotor gibi malzeme hareket sistemleri kullanılır.

PENETRANT ÇATLAK TEST KABİNİ
Hassas dökümlerde çatlak olup olmadığının parçaya zarar vermeden tesbiti için kullanılan bir test tesisidir.. Ropart bu konuda iki adet tesis kurmuş olup ikisi de uçak motoru parçalarının testi içindir. Hassas ve ayrıntılı bir prosestir.
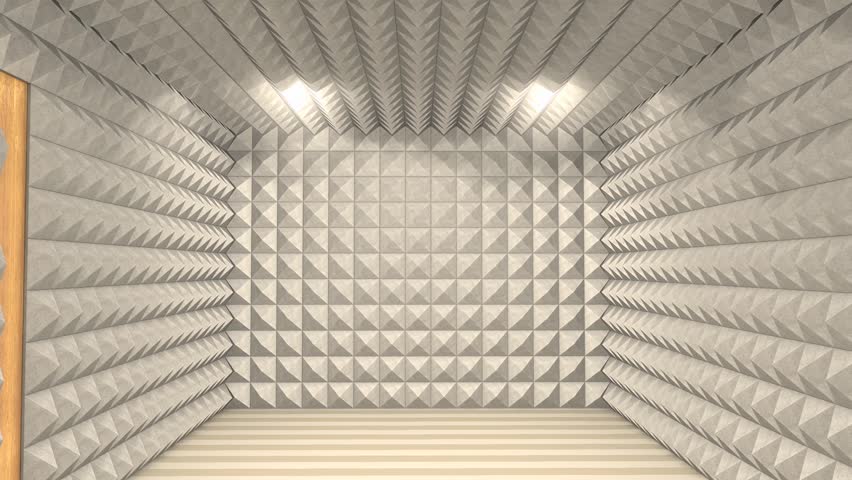
SES YALITIM KABİNLERİ
Gürültülü operasyonların çevreyi rahatsız etmesini engeller. Tüm duvarları özel ses yutucu panellerle kaplı olup ses seviyesinde ciddi düşüş sağlar.

TEMIZ ODALAR
TEMIZ SARLANDIRLMIS HAVA BESLEMELİ STERİL ODALAR
TOZ TOPLAMA
Kumlama ve toz boya tesislerimizde kullandığımız otomatik toz toplama sistemleri genel olarak toz çıkaran her operasyona uygulanabilir. ( zımpara, döküm. taşlama, vb) Cihazlarımız otomatik olarak belirli periyodlarda basınclı hava ile ters yıkanarak temizlenen kartuş filtreler içerir.Kartuşlardan süzülen temiz hava dışarı atılırken, tutulan toz kartuşların altındaki huniler vasıtası ile toz toplama arabalarına biriktirilir


CHEMOSYL KAPLAMA
Metal üzerine kauçuk kaplamak için hazırlık işlemidir.özellikle otomotivde kullanılan çeşitli takozlar metal üzerine kauçuk kaplanarak mal edilir. Fakat yapışma sağlanabilmesi açısından bu metal parçalara önce Kemosil malzemesi kaplamak gerekmektedir. Özel tasarımımız olan robotik sistemle tamamen otomatik olarak püskürtülüp fırınlanmaktadır.
SHOP PRIMER
Çelik konsrüksiyon imalatından sonra parçaların korunması amacıyla otomatik olarak kumlama ve Shop Prımer ile astarlama tesislerimiz

METAL PÜSKÜRTME
Metali eriterek pulverize etme yöntemi ile püskürterek kaplama işlemi hem çok gürültülü hem de sağlık ve çevre açısından riskli bir operasyondur. Özel olarak tasarladığımız kabinlerde uygulama yapıldığında ses seviyesini kabul edilir seviyeye düşürmekte ve havaya saçılan metal zerreciklerini ortamdan uzaklaştırmakta , filtre ile tutarak dışarıya zararsız şekilde deşarj etmektedir